 od dmachaty » 29.11.2017 19:30
od dmachaty » 29.11.2017 19:30
Edit: Zjednodušuji dotaz, třeba někdo odpoví

Ahoj,
Můžete sem prosím, Vy ochotní, hodit tyto parametry Vaší tiskárny?
1.
Průměr trysky a
filamentu2.
Steps_per_mm z marlinu, který vaše tiskárna potřebuje pro vysunutí správné délky filamentu před hotendem (
vypočtená nebo změřená hodnota při první kalibraci)
3.
Steps_per_mm z marlinu, který
reálně používáte (dokalibrováno pro správné dávkování filamentu)
4.
Extrusion Multiplier z slic3ru, který reálně používáte (dokalibrováno pro správné dávkování filamentu)
Díky!
== Původní dotaz == píše:Ahoj, nevím jestli to tu už někde není, ale nedaří se mi najít správná klíčová slova pro hledání.
Rád bych se zeptal, jaký
používáte poměr mezi během-kalibrace-měřeným krokem extruderu (na filamentu před extruderem) a prakticky ozkoušeným/vyladěným pro nejlepší výtisk bez under/over extruze.
Na to by teoreticky měly mít vliv tyto parametry:
* Extrusion multiplier ve slic3ru
* Steps_per_mm pro extruder v Marlinu
Takže nejlépe napište oba dva, aspoň bude statistika co lidi radši mění
(pokud používáte steps_per_mm podle měření na extruderu, předpokládám, že nepoužíváte extrusion multiplier 1.0, a naopak)
Pokud používáte, přihoďte klidně rovnou i linear advance konstantu
Mě například vychází:
Tiskárna sCube
Hotend RebelMod3.2 1.75mm
Tryska 0.4mm (základní v setu RebelMod)
Steps_per_mm 131 (defaultní nastavení od Rebela sedí na 100mm filamentu před extruderem)
Extrusion multiplier 0.9
Linear advance K=30
[Rebel sCube] +PETFolie +TMC2100
[Prusa i3 clone] Rozmontovat, mrtvý.
-
dmachaty
-
- Příspěvky: 72
- Registrován: 17.05.2017 09:59
- Reputation: 0
od lubosh » 03.12.2017 20:29
To je nějaký průzkum pro statistický úřad? Jinak ti to totiž je naprosto k ničemu, bez znalosti spousty dalších údajů.
Moje je 0,4, fil. 1,75, steps 260, použ. 252, Extr. multipl. 1,0
-
lubosh
-
- Příspěvky: 1101
- Registrován: 19.11.2014 16:42
- Bydliště: Praha 10
- Reputation: 12
")
-
od Ferdasek » 04.12.2017 09:09
Potvrzuju Luboshovo tvrzení. Mám na sCube s tryskou E3D v6 průměr 0,4, fil. 1,75, steps 260, použ. 261,4 , Extr. multipl. 1,0. Takže fakt různé hodnoty...
-
Ferdasek
-
- Příspěvky: 31
- Registrován: 25.08.2013 11:54
- Bydliště: Olomouc
- Reputation: 0
-
od dmachaty » 04.12.2017 12:40
Děkuji za první odpovědi!
Jde mi o jemnost kalibrace, jakou lidi ve skutečnosti dělají, a kde (zásah do FW/EEPROM, nebo jen slic3r). Hlavní rozdíly v odpovědi budou v přesnosti dirky v trysce (tedy alespoň si to tak vysvětluji..?).
Odepsali jste přesně to, co mě zajímalo (za což děkuji) - oba máte dokalibrovaný extruder, každý máte ale jinak přesnou trysku (lubosh 3% odchylka, ferdasek 0.5%). Mě to momentálně vychází na 12% (tedy 0.4 tryska se chová skoro jako 0.35). Pokud někdo častěji mění trysku, dost pravděpodobně bude muset překalibrovávat i tuhle hodnotu, tedy pokud nemá tak přesné trysky jako ferdasek.
[Rebel sCube] +PETFolie +TMC2100
[Prusa i3 clone] Rozmontovat, mrtvý.
-
dmachaty
-
- Příspěvky: 72
- Registrován: 17.05.2017 09:59
- Reputation: 0
od lubos » 04.12.2017 13:23
ke krokům na extruderu potřebuješ ještě průměr zubatice, ale zřejmě máme všichni stejný, já mám hodnotu 260.71
a na druhé tiskárně 279
-
lubos
-
- Příspěvky: 162
- Registrován: 03.02.2014 14:59
- Bydliště: Úvaly
- Reputation: 0
-
od peterhe » 04.12.2017 17:25
Pri MK8 zubatici na tej istej tlačiarni mám rozdiel pár jednotiek podla struny PLA, ABS, PETG. Do každého sa zubatica inak zarieza a tým pádom strunu posúva iný priemer. Podla materiálu prepisujem firmware alebo upravujem v slic3r floowrate.
-
peterhe
-
- Příspěvky: 101
- Registrován: 27.02.2017 17:23
- Bydliště: Trenčín
- Reputation: 0
od dmachaty » 05.12.2017 00:20
Lubos - nejde mi o absolutni hodnotu posunu, ale o relativni hodnotu po extruzi vs pred extruzi (tedy merena pri kalibraci na filamentu vs realna flow potrebna pro tisk bez over/under extrusion)
[Rebel sCube] +PETFolie +TMC2100
[Prusa i3 clone] Rozmontovat, mrtvý.
-
dmachaty
-
- Příspěvky: 72
- Registrován: 17.05.2017 09:59
- Reputation: 0
od kroxigor » 05.12.2017 05:51
Nejen průměr zubatice ale i použitý driver ...
Já mám steps 126, extrusion multiplier vždy na 1
Dolaďuju tisk pomocí Extrusion Width a to bez používání % jen mm tak, aby to sedělo když změřím housenku.
(u Slic3ru je možné tlačit pro různé části různé množství materiálu třeba pro výplň, horní dolní full infill)
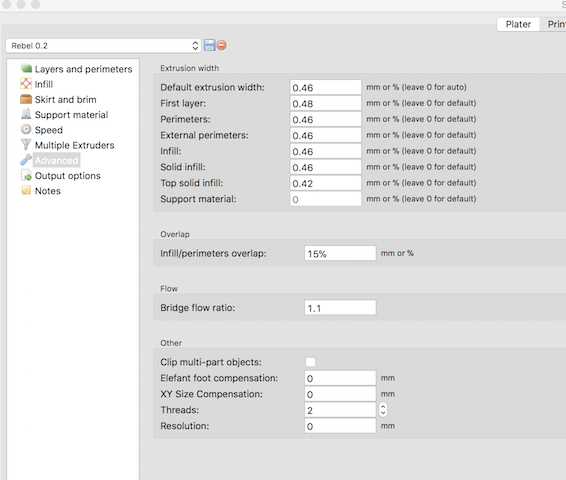
- Slic3r.png (184.58 KiB) Zobrazeno 19393 krát
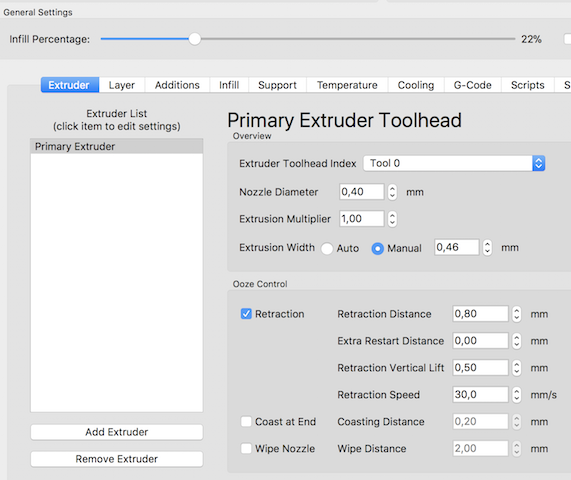
- S3D.png (155.85 KiB) Zobrazeno 19393 krát
PrusaSlicer2, Simplify3D, TinkerCAD, FreeCad, OnShape
-
kroxigor
-
- Příspěvky: 1815
- Images: 14
- Registrován: 28.03.2015 21:17
- Bydliště: Středočesko
- Reputation: 20

od medapeta » 05.12.2017 09:14
Pivo pro každého kdo správně používá reálné hodnoty

A teď se zase vyrojí umělci s 800%...
-
medapeta
-
- Příspěvky: 1617
- Images: 57
- Registrován: 31.05.2016 22:14
- Bydliště: Brdy
- Reputation: 0
od kroxigor » 05.12.2017 10:02
Moje "šuplera" měří v mm, třeba mají jinou která měří v % a nebo rádi přepočítávají kolik je 223% z 0,2.
PrusaSlicer2, Simplify3D, TinkerCAD, FreeCad, OnShape
-
kroxigor
-
- Příspěvky: 1815
- Images: 14
- Registrován: 28.03.2015 21:17
- Bydliště: Středočesko
- Reputation: 20
od lubosh » 05.12.2017 11:44
Tak se mi zdá, že jsem něco nepochopil.
Dmachaty: počet kroků extruderu nesouvisí s průměrem trysky. Závisí na síle přítlaku, typu materiálu, průměru zubatice, driveru (mikrosteps) a motoru (E3D má třeba krok po 0,9°). Mám originám E3D hotend, ten by měl být přesný, co se týče průměru trysky.
Kroxigor: Extrusion Width má vliv na uzavření infillu, ale jen nepatrný. Dobrá hodnota extruze pro 0,4 trysku je 0,48, ale pro horní výplně používám 0,3 mm extruzi a zpomalení na 60%, pak je povrch nádherný. Toto mi v S3D chybí.
V podstatě jsou všechna nastavení taková spíš laborace, stačí pak vyměnit materiál, teplotu, nebo změnit cokoli, co zdánlivě nesouvisí, a výsledek je na ...
-
lubosh
-
- Příspěvky: 1101
- Registrován: 19.11.2014 16:42
- Bydliště: Praha 10
- Reputation: 12
-
Zpět na HotEnd-y a vše kolem
Kdo je online
Uživatelé procházející toto fórum: Žádní registrovaní uživatelé a 2 návštevníků